Базовою конструкцією калібратора двошарової гофрованої труби обрано калібратор лінії DROSSBACH (Німеччина). Технологічні параметри виробництва передбачали для труби DN100 температуру теплоносія -10C, для труби DN 350 +12C. У якості теплоносія використовувався етиленгліколь. При виробництві труби DN100 жорсткість кріплення калібратора не забезпечувала стабільність його положення у просторі, що було викликано його зачною вагою, у першу чергу через теплоносій (калібратор виконано з сплаву алюмінія), який циркулює у каналах калібратора. Діаметри каналів становили 10 мм, гідравлічний тиск теплоносія складав 3,5 бар.

Недоліком існуючих конструкцій калібраторів ліній для виробництва двошарової гофрованої труби з полімерних матеріалів значна вага цих пристроїв та недостатньо ефективне охолодження. Перший недолік впливає на якість продукції, нахилений калібратор впливає на калібрування труби по товщині, другий лімітує продуктивність всієї лінії.
З метою вдосконалення процесу калібрування пропонується використати теплоносій у вигляді паро-рідкої суміши, яка має меншу густину та в`язкість і забезпечує інтенсивну тепловіддачу.
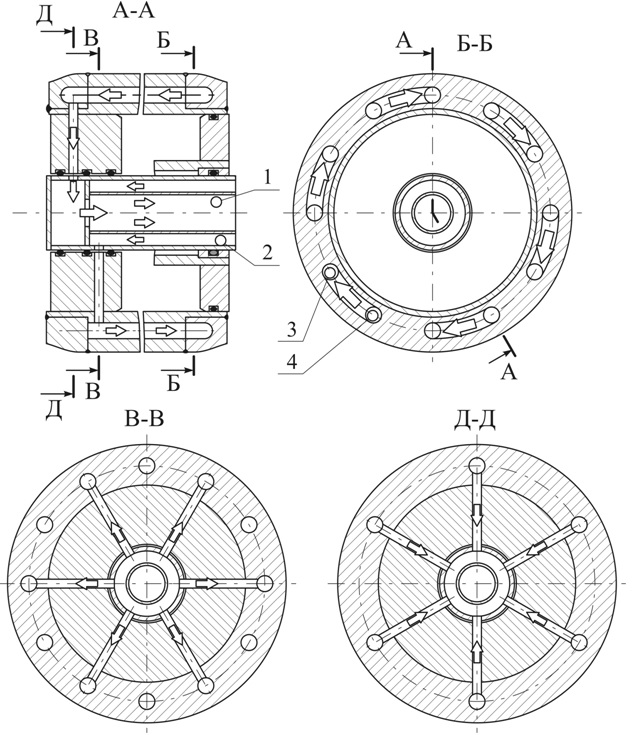
Значною перевагою такого рішення можливість швидкого регулювання температури охолодження паро-рідкою суміш`ю тиском, який визначає температуру кипіння крапель, що сепаруються з суміши на стінках каналів. Зменшення в`язкості теплоносія дозволило змінити розташування каналів охолодження калібратора виконати їх меншим діаметром (7 мм) та двоходовими .